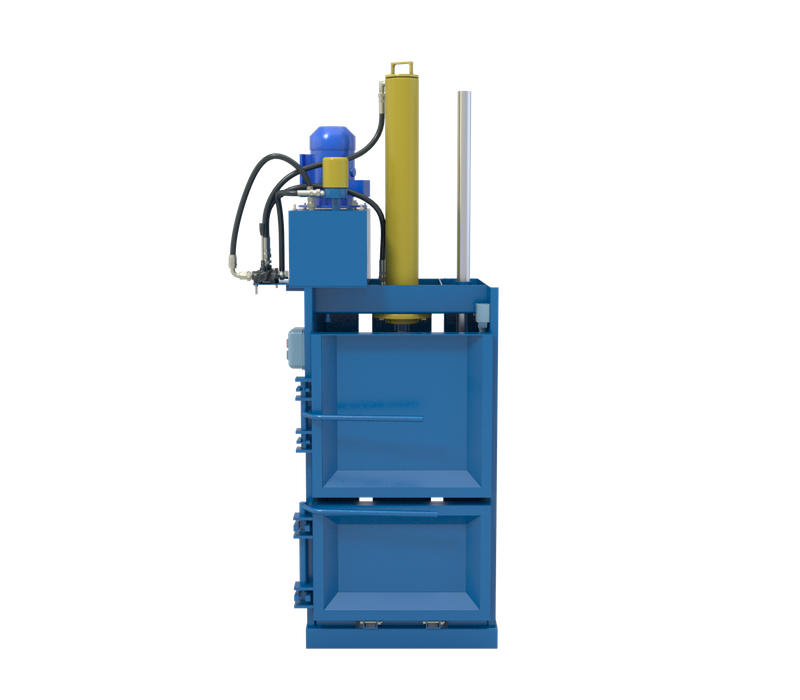
Пресс для термопластов

Комапания «Матпласт»
Горизонтальный пресс М Горизонтальный пресс А63 с автоматической обвязкой. Пресс для пластика AMD Пресс для пластика AMDМ. Пресс для пластика AMD-2 компакт.










Гидравлический пресс для литья термопластов
Пресс-отжим для полимеров пригодится на предприятии для эффективной переработки мокрого сырья после моек. Вот как работает оборудование:. Конструкция у пресса для отжима пленки простая и понятная в плане обслуживания. Например, кожуха можно снять за 10 минут и сразу получить доступ к основным узлам шнек-пары. Аналогично и со съемной перфорацией: чтобы ее снять для чистки, потребуется тоже 10 минут. А для отделения жмыха предусмотрен выдвижной лоток.
- Производство и услуги
- Пресс гидравлический универсальный колонного типа для изготовления изделий из полимеров и тонколистового металла предназначены для.
- Стоматологам Интра фото, камеры, мониторы Эндодонтическое оборудование Лампа для отбеливания Наконечники и микромоторы Оборудование для реставрации зубов Оборудование для стомат кабинета Оптика Ортопедическое оборудование Пародонтологическое оборудование Рентген оборудование Стерилизационное оборудование Хирургическое оборудование Все стомат.
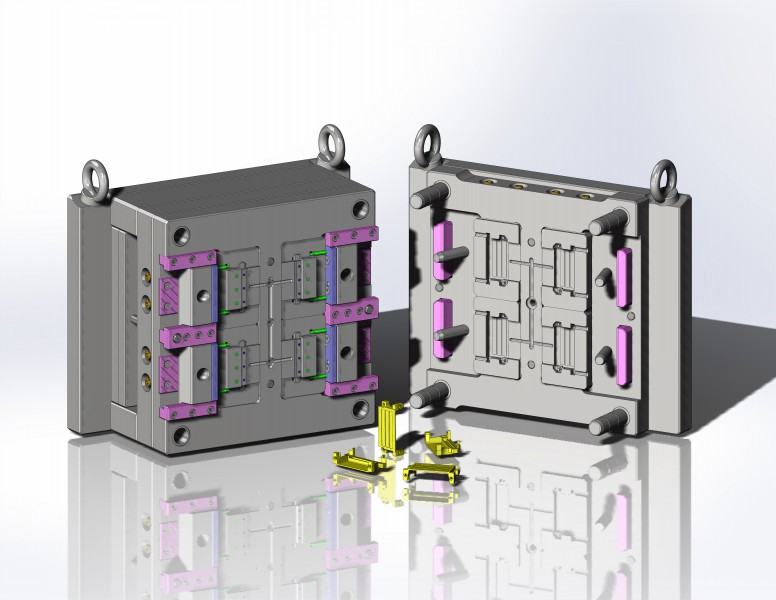
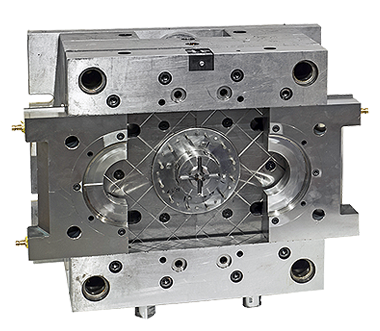
- Изготовление пресс-форм.
- Прямое прессование без предварительного подогрева
- Описание Компактные лабораторные гидравлические прессы серии Scietific LPB и LPB с усилием прессования 20 и 30 тонн с двойным набором нагреваемых и охлаждаемых плит предназначены для изготов
- ZIP архив.
- ГОСТ Пресс-формы-заготовки с плитой выталкивателей для литья термопластов под давлением. Конструкция и размеры.










.jpg)
Поготовленную по массе или объему дозу пресс-порошка загружают в нагретую форму, где под действием температуры и давления материал принимает заданную форму и выдерживается до отверждения. Такой технологический процесс можно эффективно применять при изготовлении преимущественно изделий малой высоты, требующих засыпки порошка тонким слоем, а также изделий с малой до 2 мм толщиной стенок и несложной конфигурации. В процессе прессования давление передается непосредственно на прессуемое изделие; в начале запрессовки оно достигает МПа в зависимости от материала и снижается в процессе выдержки до 2,,5 МПа. Процесс легко автоматизировать для безарматурных и беззнаковых изделий.